
Address:
No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu tartomány




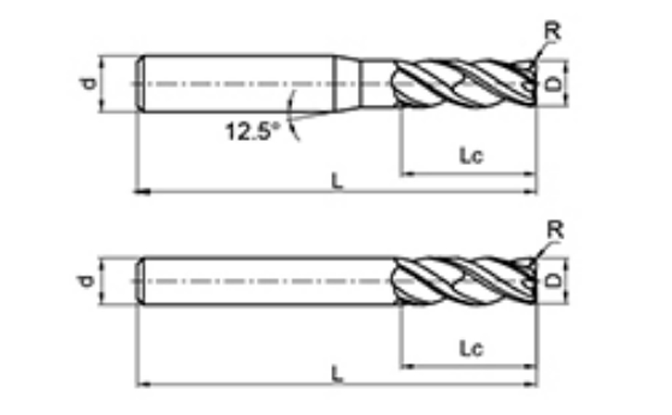
| Nem. | Átmérő D | R Szög R | Fuvola hossza Lc | Teljes hossz L | Shank Dia d | Pengeszám F |
| NNB-4R-D4-R0.2 | 4 | 0.2 | 10 | 50 | 4 | 4 |
| NNB-4R-D4-R0.5 | 4 | 0.5 | 10 | 50 | 4 | 4 |
| NNB-4R-D5-R0.5 | 5 | 0.5 | 13 | 50 | 6 | 4 |
| NNB-4R-D5-R1 | 5 | 1 | 13 | 50 | 6 | 4 |
| NNB-4R-D6-R0.5 | 6 | 0.5 | 15 | 50 | 6 | 4 |
| NNB-4R-D6-R1 | 6 | 1 | 15 | 50 | 6 | 4 |
| NNB-4R-D8-R0.5 | 8 | 0.5 | 20 | 60 | 8 | 4 |
| NNB-4R-D8-R1 | 8 | 1 | 20 | 60 | 8 | 4 |
| NNB-4R-D10-R0.5 | 10 | 0.5 | 25 | 75 | 10 | 4 |
| NNB-4R-D10-R1 | 10 | 1 | 25 | 75 | 10 | 4 |
| NNB-4R-D10-R2 | 10 | 2 | 25 | 75 | 10 | 4 |
| NNB-4R-D10-R3 | 10 | 3 | 25 | 75 | 10 | 4 |
| NNB-4R-D12-R0.5 | 12 | 0.5 | 30 | 75 | 12 | 4 |
| NNB-4R-D12-R1 | 12 | 1 | 30 | 75 | 12 | 4 |
| NNB-4R-D12-R2 | 12 | 2 | 30 | 75 | 12 | 4 |
| NNB-4R-D12-R3 | 12 | 3 | 30 | 75 | 12 | 4 |
| NNB-4R-D16-R1 | 16 | 1 | 45 | 100 | 16 | 4 |
| NNB-4R-D16-R2 | 16 | 2 | 45 | 100 | 16 | 4 |
| NNB-4R-D16-R3 | 16 | 3 | 45 | 100 | 16 | 4 |
| NNB-4R-D20-R1 | 20 | 1 | 45 | 100 | 20 | 4 |
| NNB-4R-D20-R2 | 20 | 2 | 45 | 100 | 20 | 4 |
| NNB-4R-D20-R3 | 20 | 3 | 45 | 100 | 20 | 4 |
| Feldolgozott anyagok | Cast Iron, Carbon Steel, Alloy Steel ~30HRC | Rozsdamentes acél | Előedzett acél, edzett és edzett acél ~40HRC | Előedzett acél, edzett és edzett acél ~50HRC | Edzett acél ~55HRC | |||||
| Átmérő (mm) | Forgási sebesség (min⁻¹) | Feed Speed (mm/perc) | Forgási sebesség (min⁻¹) | Feed Speed (mm/perc) | Forgási sebesség (min⁻¹) | Feed Speed (mm/perc) | Forgási sebesség (min⁻¹) | Feed Speed (mm/perc) | Forgási sebesség (min⁻¹) | Feed Speed (mm/perc) |
| 3 | 15900 | 1460 | 8500 | 215 | 13270 | 1140 | 10600 | 755 | 7430 | 430 |
| 4 | 11900 | 1510 | 6370 | 225 | 9950 | 1160 | 8000 | 770 | 570 | 440 |
| 5 | 9500 | 1620 | 5060 | 225 | 7960 | 1210 | 6400 | 810 | 4460 | 465 |
| 6 | 7900 | 1590 | 4250 | 250 | 6630 | 1235 | 5300 | 825 | 3710 | 465 |
| 8 | 5900 | 1590 | 3180 | 250 | 4970 | 1220 | 4000 | 815 | 2785 | 485 |
| 10 | 4700 | 157 | 2550 | 250 | 3980 | 1210 | 3200 | 810 | 2230 | 450 |
| 12 | 4000 | 1570 | 2120 | 250 | 3310 | 1210 | 2650 | 810 | 1855 | 450 |
| 14 | 3400 | 1460 | 1820 | 215 | 2840 | 1130 | 2300 | 755 | 1590 | 430 |
| 16 | 3000 | 1460 | 1590 | 215 | 2480 | 1130 | 2000 | 755 | 1390 | 430 |
| 18 | 2600 | 1440 | 1410 | 190 | 2210 | 1115 | 1800 | 740 | 1240 | 420 |
| 20 | 2400 | 1440 | 1270 | 190 | 1990 | 1115 | 1600 | 740 | 1115 | 420 |
| Maximális vágási mélység | 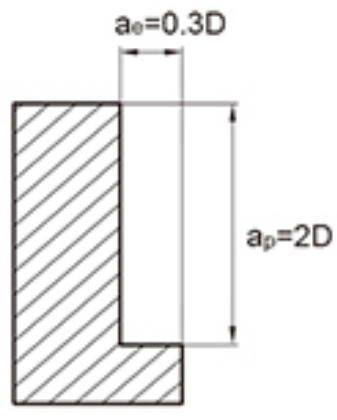 |  | ||||||||
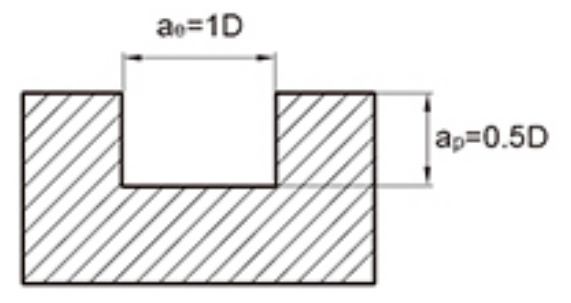 | 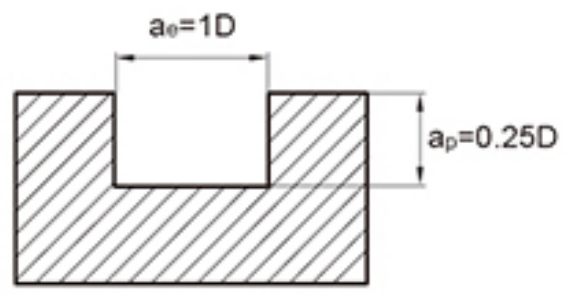 | |||||||||
1. A fenti táblázat az oldalmarás megmunkálásának standard értékeit mutatja. A hornyok szerszámmal történő vágásakor a fordulatszámnak a fenti táblázat 60-80%-ának kell lennie, és az előtolási sebességnek 50-70%-nak kell lennie.
2. Kérjük, használjon nagy pontosságú szerszámgépeket és szerszámtartókat.
3. Kérjük, használjon léghűtő- vagy vágófolyadékot, amely kevésbé valószínű, hogy füstöt termel.
4. Oldalmaráshoz szekvenciális marást javasolt alkalmazni.
5. Ha a szerszámgépek és a munkadarabok felszerelése nem megfelelő, rezgések és rendellenes hangok léphetnek fel. Ebben az esetben a fenti táblázatban szereplő fordulatszámot és előtolási sebességet évről évre csökkenteni kell.
6. A lehető legkisebbre csökkentse a szerszám túlnyúlását interferencia nélkül.
| Szerszám sorozat | Átmérő | Sugár | Saroksugár | Fuvola hossza | Hatásos hossz | Teljes hossz | Shank Dia | |||
| D | R | CR | Lc | L1 | L | d | ||||
| NNB keményfém marók rozsdamentes acél megmunkálásához | D0,5-D3,5 | 0 -0,012 | R0,5-R1,75 | /-0,005 | CR0,2-CR0,5 | /-0,005 | 0 0.5 | 0 0.5 | 0.5 -0,5 | h5 |
| D4,0-D10,0 | 0 -0,015 | R2,0-R5,0 | /-0,008 | CR1.0-CR5.0 | /-0,008 | |||||
| D12,0-D20,0 | 0 -0,018 | R6,0-R10,0 | /-0,01 | |||||||
A 4 hornyos, egyenlőtlen fogosztású körkörös maró rozsdamentes acél marószerszámok egyenlőtlen fogosztásúak, optimalizálják a forgácsolóerő eloszlását, hatékonyan csökkentik a forgácsolási rezgéseket és javítják a megmunkálási stabilitást. Ez a kialakítás különösen alkalmas nehezen megmunkálható anyagokhoz, így hosszabb szerszámélettartamot biztosít, miközben javítja a megmunkált felület minőségét.
A vágót nagy pontosságú köszörülési technológiával és kiválasztott 0,5 μm-es, nagy szívósságú, forgácsolásgátló anyaggal gyártják, párosítva a legújabb, rozsdamentes acélra jellemző bevonattechnológiával a vágási ellenállás további csökkentése érdekében. Az optimalizált, 38°-41°-os spirálszög segít csökkenteni a vágási hőt, javítja a forgácseltávolítás hatékonyságát és simább megmunkálást biztosít.
Sokféle anyag megmunkálására alkalmas, beleértve az öntöttvasat (S50C/HT250/Q235), ötvözött acélokat (P20/H13/D2), szerszámacélokat, edzett és edzett acélokat (NAK80/718H/FDAC), hőkezelt acélokat (SKD61/1.23stain3 acélokat). (SUS304/316/316L) és titánötvözetekből (Ti-6Al-4V) kiválóan teljesít a 22HRC és 55HRC közötti keménységi tartományban.
A specifikációk széles skálája áll rendelkezésre, a maró átmérője 4 mm és 20 mm között, és opcionális ívsugár 0,2 mm és 3 mm között, a különböző megmunkálási igényeknek megfelelően. A vágóhossz, a szár átmérő és a teljes hossz különböző lehetőségeivel a modellek változatosak, és rugalmasan kombinálhatók, hogy megfeleljenek a különféle precíziós megmunkálási forgatókönyveknek.










Vállalkozás székhelye
Alkalmazottak

A Changzhou Maton Tools Co.,Ltd. a gazdaságilag fejlett Jangce-delta régióban található. A gyár Xixiashuban, Kína egy jól ismert szerszámvárosában található, a csúcstechnológiás fejlesztési övezetben. Mi vagyunk 4 fuvola egyenetlen fogosztású kör alakú maró rozsdamentes acél maró Beszállítók.
A Magotantools az ISO9001 minőségbiztosítási rendszert tekinti szabványnak, a "nulla hiba a termékekben" és a "nulla távolság a szolgáltatásban" üzleti filozófiája szerint, az "integritás", az "egység" és a "kizsákmányolás" szellemében, és a tisztességes és igazságos vállalati stílust követi az irányításban. A termékgyártás német, svájci, japán stb. öt- és hattengelyes CNC köszörű- és megmunkálóközpontokat alkalmaz, és nagy pontosságú vizsgálóberendezésekkel van felszerelve, mint például német, japán és kínai, hogy magas minőségben és mennyiségben kielégítse a termelési igényeket.
A vállalat folyamatosan fejleszt különféle nagy teljesítményű CNC szerszámokat, és számos országos díjat nyert. Szakember 4 fuvola egyenetlen fogosztású kör alakú maró rozsdamentes acél maró Gyár. Több mint 10 szabadalommal a cég termékeit főként a védelmi iparban, a repülőgépiparban, az autóiparban, az elektronikai termékek és formák gyártásában, valamint más területeken használják.
A cég különféle termékeit ismert hazai vállalatok elismerik és kedvelik. A végtelen technológiával, a végtelen alkotási lehetőségekkel és a kiválóságra való törekvéssel a Magotan szerszámok rendkívüli magabiztossággal és kiváló minőséggel írják meg a jövőbeli jólétet és álmokat.
Hétköznapokon 12 órán belül válaszolunk a megkeresés beérkezésétől számítva.
Gyártók vagyunk, gyártunk és eladjuk magunkat.
Főként volfrám acél marókat, fúrófejeket és egyéb keményötvözetű szerszámokat gyártunk. Professzionális 4 fuvola egyenetlen fogosztású kör alakú maró rozsdamentes acél maró Beszállítók.
Termékeink lefedik szinte a teljes formaipart, a védelmi ipart, a repülőgépipart, az autóipart, az elektronikai termékeket és egyéb területeket.
Igen, fő hangsúlyt fektetünk az egyedi termékekre. Ügyfeleink által biztosított rajzok vagy minták alapján fejlesztünk és gyártunk termékeket. Egyedi 4 fuvola egyenetlen fogosztású kör alakú maró rozsdamentes acél maró.
Több mint 30 egységnyi WALTER (Németország), Makino (Japán), ROLLMATIC (Svájc) és TTB (Svájc) marógéppel rendelkezünk, éves termelési értékük 80 millió RMB. Mi vagyunk 4 fuvola egyenetlen fogosztású kör alakú maró rozsdamentes acél maró Gyár
Először is, minden folyamat után megfelelő ellenőrzéseket végzünk. A végtermék esetében 100%-os teljes körű ellenőrzést végzünk az ügyfél igényei és a nemzetközi szabványok szerint;
Ezután rendelkezünk az iparágban elérhető legmodernebb és legmodernebb vizsgálóberendezésekkel, mint például spektrális analizátorok, metallográfiai mikroszkópok stb., amelyek biztosítják a vágószerszámok stabilitását és állandóságát, miközben megfelelnek az ügyfelek vágószerszámokra vonatkozó nagy pontosságú vizsgálati követelményeinek.
Árajánlatkéréskor megerősítjük Önnel a tranzakció módját, FOB, CIF, CNF vagy egyéb lehetőségeket. Nagy tételben történő gyártás esetén általában először 30% előleget fizetünk, majd a fennmaradó összeget a szállítólevél bemutatásakor fizetjük ki. Fizetési módként többnyire T/T-t használunk, de az L/C is elfogadható.
Mi vagyunk 4 fuvola egyenetlen fogosztású kör alakú maró rozsdamentes acél maró Beszállítók sa Tsina. Ang Aming mga Bakas ay Nasa Buong Mundo, Nagbibigay kami ng mga de-kalidad na produkto at serbisyo sa mga customer mula sa buong mundo.

No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu tartomány

+86-18068566610

sales@magotan-tools.com
+86-18068566610
