
Address:
No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu tartomány




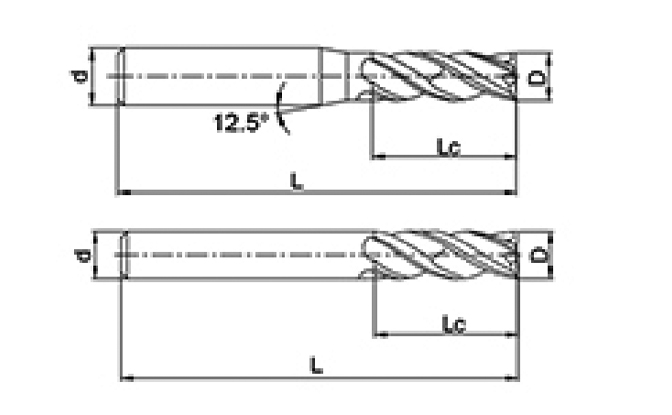
| Nem. | Átmérő D | Fuvola hossza Lc | Teljes hossz L | Shank Dia d | Pengeszám F |
| NNB-4T-D4 | 4 | 12 | 50 | 4 | 4 |
| NNB-4T-D4 | 4 | 12 | 50 | 4 | 4 |
| NNB-4T-D5 | 5 | 13 | 50 | 6 | 4 |
| NNB-4T-D6 | 6 | 18 | 50 | 6 | 4 |
| NNB-4T-D7 | 7 | 20 | 60 | 8 | 4 |
| NNB-4T-D8 | 8 | 24 | 60 | 8 | 4 |
| NNB-4T-D9 | 9 | 25 | 75 | 10 | 4 |
| NNB-4T-D10 | 10 | 30 | 75 | 10 | 4 |
| NNB-4T-D11 | 11 | 30 | 75 | 12 | 4 |
| NNB-4T-D12 | 12 | 30 | 75 | 12 | 4 |
| NNB-4T-D14 | 14 | 35 | 100 | 14 | 4 |
| NNB-4T-D16 | 16 | 45 | 100 | 16 | 4 |
| NNB-4T-D18 | 18 | 45 | 100 | 18 | 4 |
| NNB-4T-D20 | 20 | 50 | 100 | 20 | 4 |
| Feldolgozott anyagok | Öntöttvas, szénacél, ötvözött acél ~30HRC | Rozsdamentes acél | Előedzett acél, edzett és edzett acél ~40HRC | Előedzett acél, edzett és edzett acél ~50HRC | Edzett acél ~55HRC | |||||
| Átmérő (mm) | Forgási sebesség (min⁻¹) | Feed Speed (mm/perc) | Forgási sebesség (min⁻¹) | Feed Speed (mm/perc) | Forgási sebesség (min⁻¹) | Feed Speed (mm/perc) | Forgási sebesség (min⁻¹) | Feed Speed (mm/perc) | Forgási sebesség (min⁻¹) | Feed Speed (mm/perc) |
| 3 | 15900 | 1220 | 8500 | 180 | 13270 | 950 | 10600 | 630 | 7430 | 360 |
| 4 | 11900 | 1260 | 6370 | 190 | 9950 | 970 | 8000 | 645 | 570 | 370 |
| 5 | 9500 | 1350 | 5060 | 190 | 7960 | 1010 | 6400 | 675 | 4460 | 390 |
| 6 | 7900 | 1330 | 4250 | 210 | 6630 | 1030 | 5300 | 690 | 3710 | 390 |
| 8 | 5900 | 1330 | 3180 | 210 | 4970 | 1020 | 4000 | 680 | 2785 | 405 |
| 10 | 4700 | 1310 | 2550 | 210 | 3980 | 1010 | 3200 | 675 | 2230 | 375 |
| 12 | 4000 | 1310 | 2120 | 210 | 3310 | 1010 | 2650 | 675 | 1855 | 375 |
| 14 | 3400 | 1220 | 1820 | 180 | 2840 | 945 | 2300 | 630 | 1590 | 360 |
| 16 | 3000 | 1220 | 1590 | 180 | 2480 | 945 | 2000 | 630 | 1390 | 360 |
| 18 | 2600 | 1200 | 1410 | 160 | 2210 | 930 | 1800 | 620 | 1240 | 350 |
| 20 | 2400 | 1200 | 1270 | 160 | 1990 | 930 | 1600 | 620 | 1115 | 350 |
| Maximális vágási mélység | 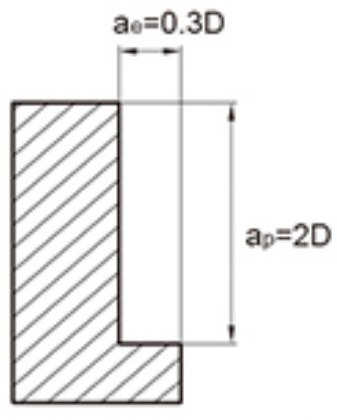 | 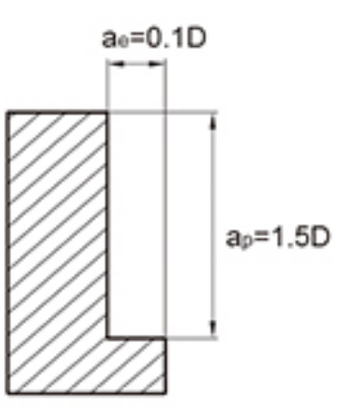 | ||||||||
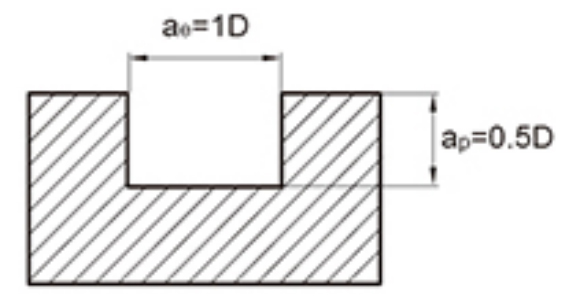 | 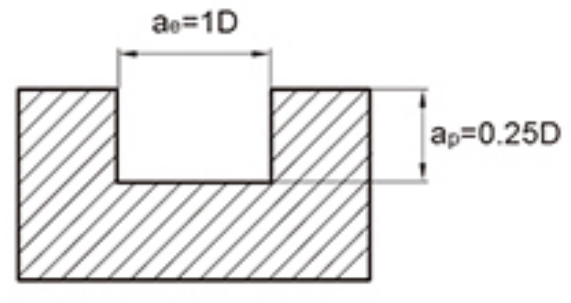 | |||||||||
1. A fenti táblázat az oldalmarás megmunkálásának standard értékeit mutatja. A hornyok szerszámmal történő vágásakor a fordulatszámnak a fenti táblázat 60-80%-ának kell lennie, és az előtolási sebességnek 50-70%-nak kell lennie.
2. Kérjük, használjon nagy pontosságú szerszámgépeket és szerszámtartókat.
3. Kérjük, használjon léghűtő- vagy vágófolyadékot, amely kevésbé valószínű, hogy füstöt termel.
4. Oldalmaráshoz szekvenciális marás alkalmazása javasolt.
5. Ha a szerszámgépek és a munkadarabok felszerelése nem megfelelő, rezgések és rendellenes hangok léphetnek fel. Ebben az esetben a fenti táblázatban szereplő fordulatszámot és előtolási sebességet évről évre csökkenteni kell.
6. A lehető legkisebbre csökkentse a szerszám túlnyúlását interferencia nélkül.
| Szerszám sorozat | Átmérő | Sugár | Saroksugár | Fuvola hossza | Hatásos hossz | Teljes hossz | Shank Dia | |||
| D | R | CR | Lc | L1 | L | d | ||||
| NNB keményfém marók rozsdamentes acél megmunkálásához | D0,5-D3,5 | 0 -0,012 | R0,5-R1,75 | /-0,005 | CR0,2-CR0,5 | /-0,005 | 0 0.5 | 0 0.5 | 0.5 -0,5 | h5 |
| D4,0-D10,0 | 0 -0,015 | R2,0-R5,0 | /-0,008 | CR1.0-CR5.0 | /-0,008 | |||||
| D12,0-D20,0 | 0 -0,018 | R6,0-R10,0 | /-0,01 | |||||||
A rozsdamentes acél megmunkálásához készült 4 hornyos, egyenlőtlen fogosztású végmaró (NNB-4T) a specifikációk széles skáláját kínálja, 4 mm-től 20 mm-ig terjedő maróátmérőkkel, amelyek különféle kombinációkat fednek le a különböző megmunkálási igények kielégítésére. Legyen szó kis precíziós megmunkálásról vagy nagyméretű forgácsolásról, megtalálja a megfelelő modellt, rugalmas konfigurációkkal, amelyek alkalmazkodnak a különféle alkalmazási forgatókönyvekhez.
Az egyenlőtlen fogosztásnak köszönhetően hatékonyan csökkenti a vágási rezgéseket és javítja a megmunkálási stabilitást. A lapos fenekű kialakítás biztosítja az alsó felület nagy pontosságú megmunkálását, miközben optimalizálja a forgácseltávolítási teljesítményt, így a szerszám éles és tartós marad a hatékony feldolgozás során.
A 0,5 μm nagy szilárdságú, forgácsolásgátló anyagból készült, és a 38°/41°-os spirálszöggel kombinálva a vágási folyamat simábbá válik, csökkentve a vágási ellenállást és meghosszabbítva a szerszám élettartamát. A nagy teljesítményű, rozsdamentes acélra jellemző bevonat növeli a kopásállóságot és az oxidációval szembeni ellenállást, megőrzi a hatékony teljesítményt még hosszan tartó megmunkálás során is.
Rozsdamentes acél megmunkálására optimalizálva alkalmas olyan anyagokhoz, mint a SUS304, 316 és 316L. Ezenkívül kiváló alkalmazkodóképességet mutat az előedzett acélokhoz (35-45HRC), az edzett acélokhoz (45-55HRC) és a titánötvözetekhez (Ti-6Al-4V), így kiváló minőségű vágást biztosít számos nagy szilárdságú anyagon.










Vállalkozás székhelye
Alkalmazottak

A Changzhou Maton Tools Co.,Ltd. a gazdaságilag fejlett Jangce-delta régióban található. A gyár Xixiashuban, Kína egy jól ismert szerszámvárosában található, a csúcstechnológiás fejlesztési övezetben. Mi vagyunk 4 fuvola egyenetlen fogosztású végmaró rozsdamentes acél megmunkálásához Beszállítók.
A Magotantools az ISO9001 minőségbiztosítási rendszert tekinti szabványnak, a "nulla hiba a termékekben" és a "nulla távolság a szolgáltatásban" üzleti filozófiája szerint, az "integritás", az "egység" és a "kizsákmányolás" szellemében, és a tisztességes és igazságos vállalati stílust követi az irányításban. A termékgyártás német, svájci, japán stb. öt- és hattengelyes CNC köszörű- és megmunkálóközpontokat alkalmaz, és nagy pontosságú vizsgálóberendezésekkel van felszerelve, mint például német, japán és kínai, hogy magas minőségben és mennyiségben kielégítse a termelési igényeket.
A vállalat folyamatosan fejleszt különféle nagy teljesítményű CNC szerszámokat, és számos országos díjat nyert. Szakember 4 fuvola egyenetlen fogosztású végmaró rozsdamentes acél megmunkálásához Gyár. Több mint 10 szabadalommal a cég termékeit főként a védelmi iparban, a repülőgépiparban, az autóiparban, az elektronikai termékek és formák gyártásában, valamint más területeken használják.
A cég különféle termékeit ismert hazai vállalatok elismerik és kedvelik. A végtelen technológiával, a végtelen alkotási lehetőségekkel és a kiválóságra való törekvéssel a Magotan szerszámok rendkívüli magabiztossággal és kiváló minőséggel írják meg a jövőbeli jólétet és álmokat.
Hétköznapokon 12 órán belül válaszolunk a megkeresés beérkezésétől számítva.
Gyártók vagyunk, gyártunk és eladjuk magunkat.
Főként volfrám acél marókat, fúrófejeket és egyéb keményötvözetű szerszámokat gyártunk. Professzionális 4 fuvola egyenetlen fogosztású végmaró rozsdamentes acél megmunkálásához Beszállítók.
Termékeink lefedik szinte a teljes formaipart, a védelmi ipart, a repülőgépipart, az autóipart, az elektronikai termékeket és egyéb területeket.
Igen, fő hangsúlyt fektetünk az egyedi termékekre. Ügyfeleink által biztosított rajzok vagy minták alapján fejlesztünk és gyártunk termékeket. Egyedi 4 fuvola egyenetlen fogosztású végmaró rozsdamentes acél megmunkálásához.
Több mint 30 egységnyi WALTER (Németország), Makino (Japán), ROLLMATIC (Svájc) és TTB (Svájc) marógéppel rendelkezünk, éves termelési értékük 80 millió RMB. Mi vagyunk 4 fuvola egyenetlen fogosztású végmaró rozsdamentes acél megmunkálásához Gyár
Először is, minden folyamat után megfelelő ellenőrzéseket végzünk. A végtermék esetében 100%-os teljes körű ellenőrzést végzünk az ügyfél igényei és a nemzetközi szabványok szerint;
Ezután rendelkezünk az iparágban elérhető legmodernebb és legmodernebb vizsgálóberendezésekkel, mint például spektrális analizátorok, metallográfiai mikroszkópok stb., amelyek biztosítják a vágószerszámok stabilitását és állandóságát, miközben megfelelnek az ügyfelek vágószerszámokra vonatkozó nagy pontosságú vizsgálati követelményeinek.
Árajánlatkéréskor megerősítjük Önnel a tranzakció módját, FOB, CIF, CNF vagy egyéb lehetőségeket. Nagy tételben történő gyártás esetén általában először 30% előleget fizetünk, majd a fennmaradó összeget a szállítólevél bemutatásakor fizetjük ki. Fizetési módként többnyire T/T-t használunk, de az L/C is elfogadható.
Mi vagyunk 4 fuvola egyenetlen fogosztású végmaró rozsdamentes acél megmunkálásához Beszállítók sa Tsina. Ang Aming mga Bakas ay Nasa Buong Mundo, Nagbibigay kami ng mga de-kalidad na produkto at serbisyo sa mga customer mula sa buong mundo.

No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu tartomány

+86-18068566610

sales@magotan-tools.com
+86-18068566610
