Address:
No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu tartomány




• A rövid pengekialakítás nagymértékben javítja a szerszám kopásállóságát, és jobb felületi minőséget érhet el a munkadarabon.
• Főleg HRC45-70 edzett acélanyagok feldolgozására használják, különösen a hosszú távú feldolgozást igénylő precíziós formaalkatrészekhez.

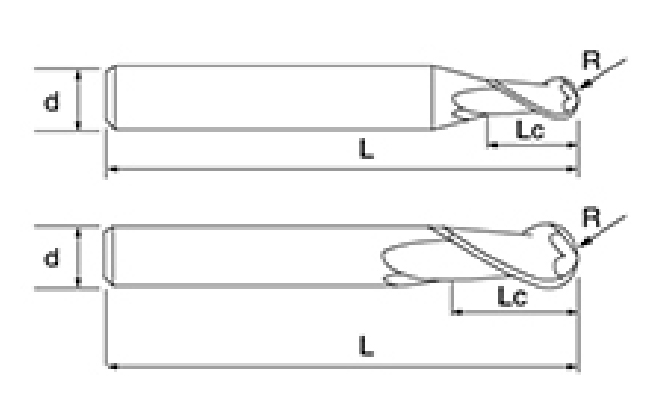
| Nem. | Átmérő D | R Szög R | Fuvola hossza Lc | Teljes hossz L | Shank Dia d | Pengeszám F |
| NNCH-2B-D1-L2 | 1 | 0.5 | 2 | 50 | 4 | 2 |
| NNCH-2B-D1.5-L3 | 1.5 | 0.75 | 3 | 50 | 4 | 2 |
| NNCH-2B-D1.5-L3 | 1.5 | 0.75 | 3 | 50 | 6 | 2 |
| NNCH-2B-D2-L4 | 2 | 1 | 4 | 50 | 4 | 2 |
| NNCH-2B-D2-L4 | 2 | 1 | 4 | 50 | 6 | 2 |
| NNCH-2B-D2.5-L5 | 2.5 | 1.25 | 5 | 50 | 4 | 2 |
| NNCH-2B-D2.5-L5 | 2.5 | 1.25 | 5 | 50 | 6 | 2 |
| NNCH-2B-D3-L6 | 3 | 1.5 | 6 | 50 | 4 | 2 |
| NNCH-2B-D3-L6 | 3 | 1.5 | 6 | 50 | 6 | 2 |
| NNCH-2B-D3.5-L7 | 3.5 | 1.75 | 7 | 50 | 4 | 2 |
| NNCH-2B-D3.5-L7 | 3.5 | 1.75 | 7 | 50 | 6 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 50 | 4 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 50 | 6 | 2 |
| NNCH-2B-D5-L9 | 5 | 2.5 | 9 | 50 | 6 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 50 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 60 | 8 | 2 |
| NNCH-2B-D10-L15 | 10 | 5 | 15 | 75 | 10 | 2 |
| NNCH-2B-D12-L18 | 12 | 6 | 18 | 75 | 12 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 75 | 4 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 75 | 6 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 75 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 75 | 8 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 100 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 100 | 8 | 2 |
| NNCH-2B-D10-L15 | 10 | 5 | 15 | 100 | 10 | 2 |
| NNCH-2B-D12-L18 | 12 | 6 | 18 | 100 | 12 | 2 |
| Feldolgozott anyagok | Előedzett acél 40-50 HRC | Edzett acél 50-60 HRC | Edzett acél 60-68 HRC | |||||||||
| Golyófej sugara (mm) | Forgási sebesség (min -1 ) | Feed Speed (mm/perc) | a p (mm) | a e (mm) | Forgási sebesség (min -1 ) | Feed Speed (mm/perc) | a p (mm) | a e (mm) | Forgási sebesség (min -1 ) | Feed Speed (mm/perc) | a p (mm) | a e (mm) |
| R0.5 | 40000 | 1900 | 0.01 | 0.05 | 36000 | 1500 | 0.01 | 0.05 | 32000 | 1400 | 0.01 | 0.05 |
| R1.0 | 33000 | 3100 | 0.02 | 0.075 | 26000 | 2100 | 0.02 | 0.075 | 24000 | 2000 | 0.02 | 0.075 |
| R1.5 | 29000 | 4100 | 0.03 | 0.1 | 23000 | 2900 | 0.03 | 0.1 | 21000 | 2600 | 0.03 | 0.1 |
| R2.0 | 22000 | 3900 | 0.04 | 0.15 | 17000 | 2500 | 0.04 | 0.15 | 15500 | 2100 | 0.04 | 0.15 |
| R2.5 | 17500 | 3500 | 0.05 | 0.15 | 13500 | 2200 | 0.05 | 0.15 | 13000 | 2000 | 0.05 | 0.15 |
| R3.0 | 15000 | 3100 | 0.06 | 0.2 | 11500 | 1700 | 0.06 | 0.2 | 10500 | 1500 | 0.06 | 0.2 |
| R4.0 | 11000 | 2500 | 0.08 | 0.25 | 8600 | 1600 | 0.08 | 0.25 | 8000 | 1400 | 0.08 | 0.25 |
| R5.0 | 9000 | 2000 | 0.1 | 0.3 | 7000 | 1400 | 0.1 | 0.3 | 6000 | 1200 | 0.1 | 0.3 |
| R6.0 | 7500 | 1800 | 0.1 | 0.35 | 5700 | 1300 | 0.1 | 0.35 | 5300 | 1200 | 0.1 | 0.35 |
| R8.0 | 5500 | 1800 | 0.1 | 0.4 | 4300 | 1300 | 0.1 | 0.4 | 4000 | 1200 | 0.1 | 0.4 |
| R10,0 | 4500 | 1800 | 0.1 | 0.5 | 3500 | 1300 | 0.1 | 0.5 | 3200 | 1200 | 0.1 | 0.5 |
| Maximális vágási mélység | 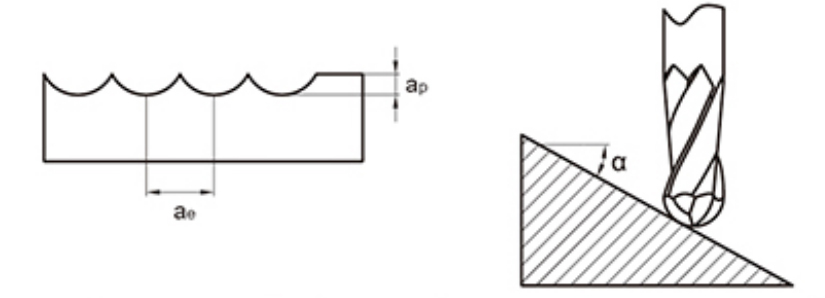 | |||||||||||
1. Kérjük, használjon nagy pontosságú és nagy merevségű berendezéseket és rögzítéseket.
2. Ha a szerszámgép és a munkadarab beszerelésének merevsége gyenge, vibráció és rendellenes hangok léphetnek fel. Ebben az esetben a fenti táblázatban szereplő fordulatszámot és előtolási sebességet évről évre csökkenteni kell.
3. Kérjük, használjon léghűtést vagy MQL-t (minimális olajköd-hűtés).
4. Oldalmaráshoz szekvenciális marás alkalmazása javasolt.
5. Minimalizálja a szerszám felfüggesztési hosszát, amennyire csak lehetséges interferencia nélkül.
| Szerszám sorozat | Átmérő | Sugár | Saroksugár | Fuvola hossza | Hatékony hossz | Teljes hossz | Shank Dia | |||
| D | R | CR | Lc | L1 | L | d | ||||
| NNCH Ultra kemény és nagy pontosságú keményfém marók | D0,1-D0,9 | 0 -0,005 | R0,05~R2 | /-0,005 | CR0,05-CR0,5 | /-0,005 | 0 0.3 | 0 0.3 | 0.5 -0,5 | h5 |
| D1-D3.5 | 0 -0,005 | |||||||||
| D4-D10 | -0,003 -0,015 | R3-R5 | /-0,005 | CR1.0-CR3.0 | /-0,008 | 0 0.5 | 0 0.5 | |||
| D12-D20 | -0,003 -0,018 | R6-R10 | /-0,008 | |||||||
Az NNCH-2B ultrakemény, 2 hornyos golyós orrú szármaró különféle méretben kapható, 1 mm-től 12 mm-ig terjedő átmérőjű, és különféle pengehosszúságokhoz és teljes hosszúságokhoz illeszthetők a különböző igényeknek megfelelően, hogy megfeleljenek a precíziós megmunkálás rugalmassági követelményeinek. A különböző specifikációk és modellek szabad megválasztása sokféle megmunkálási forgatókönyvre teszi alkalmassá, nagyobb alkalmazkodóképességet biztosítva a precíziós megmunkálási feladatokban.
A gömbvég alakú kialakítás optimalizálja a szerszám vágási szögét, így kiválóan használható összetett felületi megmunkálásban, különösen alkalmas öntőformagyártásra, precíziós alkatrészek megmunkálására és más olyan jelenetekre, amelyek magas kidolgozást és nagy pontosságot igényelnek. A 30°-os spirálszögű kialakítás csökkenti a vágási ellenállást és javítja a forgácseltávolítási hatékonyságot, ezáltal javítja a megmunkálási stabilitást és a szerszám élettartamát.
A maró ultrafinom mikroszemcsés keményfém anyagból készült, nagy pontosságú bevonatolási eljárással kombinálva, ami nagymértékben javítja a kopásállóságot és a forgácsolás elleni teljesítményt. A teljes keménység elérheti a HRC≤65-öt, ami kiváló élességet és stabilitást biztosít nagy keménységű anyagok megmunkálásakor.
Ez a termék a megmunkálási anyagok széles skálájára alkalmas, beleértve a szénacélt, ötvözött acélt, előedzett acélt (HRC35-45), edzett acélt (HRC45-65), nagy keménységű hőkezelt acélt stb. Legyen szó nagy pontosságú öntőforma megmunkálásról vagy kemény anyagok hatékony vágásáról, az NNCH-2B l kétélű golyós maró kiváló teljesítményt nyújt.










Vállalkozás székhelye
Alkalmazottak

A Changzhou Maton Tools Co.,Ltd. a gazdaságilag fejlett Jangce-delta régióban található. A gyár Xixiashuban, Kína egy jól ismert szerszámvárosában található, a csúcstechnológiás fejlesztési övezetben. Mi vagyunk Ultra kemény 2 fuvola golyós orrvég marók Gyártók.
A Magotantools az ISO9001 minőségbiztosítási rendszert tekinti szabványnak, a "nulla hiba a termékekben" és a "nulla távolság a szolgáltatásban" üzleti filozófiája szerint, az "integritás", az "egység" és a "kizsákmányolás" szellemében, és a tisztességes és igazságos vállalati stílust követi az irányításban. A termékgyártás német, svájci, japán stb. öt- és hattengelyes CNC köszörű- és megmunkálóközpontokat alkalmaz, és nagy pontosságú vizsgálóberendezésekkel van felszerelve, mint például német, japán és kínai, hogy magas minőségben és mennyiségben kielégítse a termelési igényeket.
A vállalat folyamatosan fejleszt különféle nagy teljesítményű CNC szerszámokat, és számos országos díjat nyert. Szakember Ultra kemény 2 fuvola golyós orrvég marók Cég. Több mint 10 szabadalommal a cég termékeit főként a védelmi iparban, a repülőgépiparban, az autóiparban, az elektronikai termékek és formák gyártásában, valamint más területeken használják.
A cég különféle termékeit ismert hazai vállalatok elismerik és kedvelik. A végtelen technológiával, a végtelen alkotási lehetőségekkel és a kiválóságra való törekvéssel a Magotan szerszámok rendkívüli magabiztossággal és kiváló minőséggel írják meg a jövőbeli jólétet és álmokat.
Hétköznapokon 12 órán belül válaszolunk a megkeresés beérkezésétől számítva.
Gyártók vagyunk, gyártunk és eladjuk magunkat.
Főként volfrám acél marókat, fúrófejeket és egyéb keményötvözetű szerszámokat gyártunk. Professzionális Ultra kemény 2 fuvola golyós orrvég marók Gyártók.
Termékeink lefedik szinte a teljes formaipart, a védelmi ipart, a repülőgépipart, az autóipart, az elektronikai termékeket és egyéb területeket.
Igen, fő hangsúlyt fektetünk az egyedi termékekre. Ügyfeleink által biztosított rajzok vagy minták alapján fejlesztünk és gyártunk termékeket. Egyedi Ultra kemény 2 fuvola golyós orrvég marók.
Több mint 30 egységnyi WALTER (Németország), Makino (Japán), ROLLMATIC (Svájc) és TTB (Svájc) marógéppel rendelkezünk, éves termelési értékük 80 millió RMB. Mi vagyunk Ultra kemény 2 fuvola golyós orrvég marók Cég
Először is, minden folyamat után megfelelő ellenőrzéseket végzünk. A végtermék esetében 100%-os teljes körű ellenőrzést végzünk az ügyfél igényei és a nemzetközi szabványok szerint;
Ezután rendelkezünk az iparágban elérhető legmodernebb és legmodernebb vizsgálóberendezésekkel, mint például spektrális analizátorok, metallográfiai mikroszkópok stb., amelyek biztosítják a vágószerszámok stabilitását és állandóságát, miközben megfelelnek az ügyfelek vágószerszámokra vonatkozó nagy pontosságú vizsgálati követelményeinek.
Árajánlatkéréskor megerősítjük Önnel a tranzakció módját, FOB, CIF, CNF vagy egyéb lehetőségeket. Nagy tételben történő gyártás esetén általában először 30% előleget fizetünk, majd a fennmaradó összeget a szállítólevél bemutatásakor fizetjük ki. Fizetési módként többnyire T/T-t használunk, de az L/C is elfogadható.
Mi vagyunk Ultra kemény 2 fuvola golyós orrvég marók Gyártók sa Tsina. Ang Aming mga Bakas ay Nasa Buong Mundo, Nagbibigay kami ng mga de-kalidad na produkto at serbisyo sa mga customer mula sa buong mundo.

No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu tartomány

+86-18068566610

sales@magotan-tools.com
+86-18068566610
